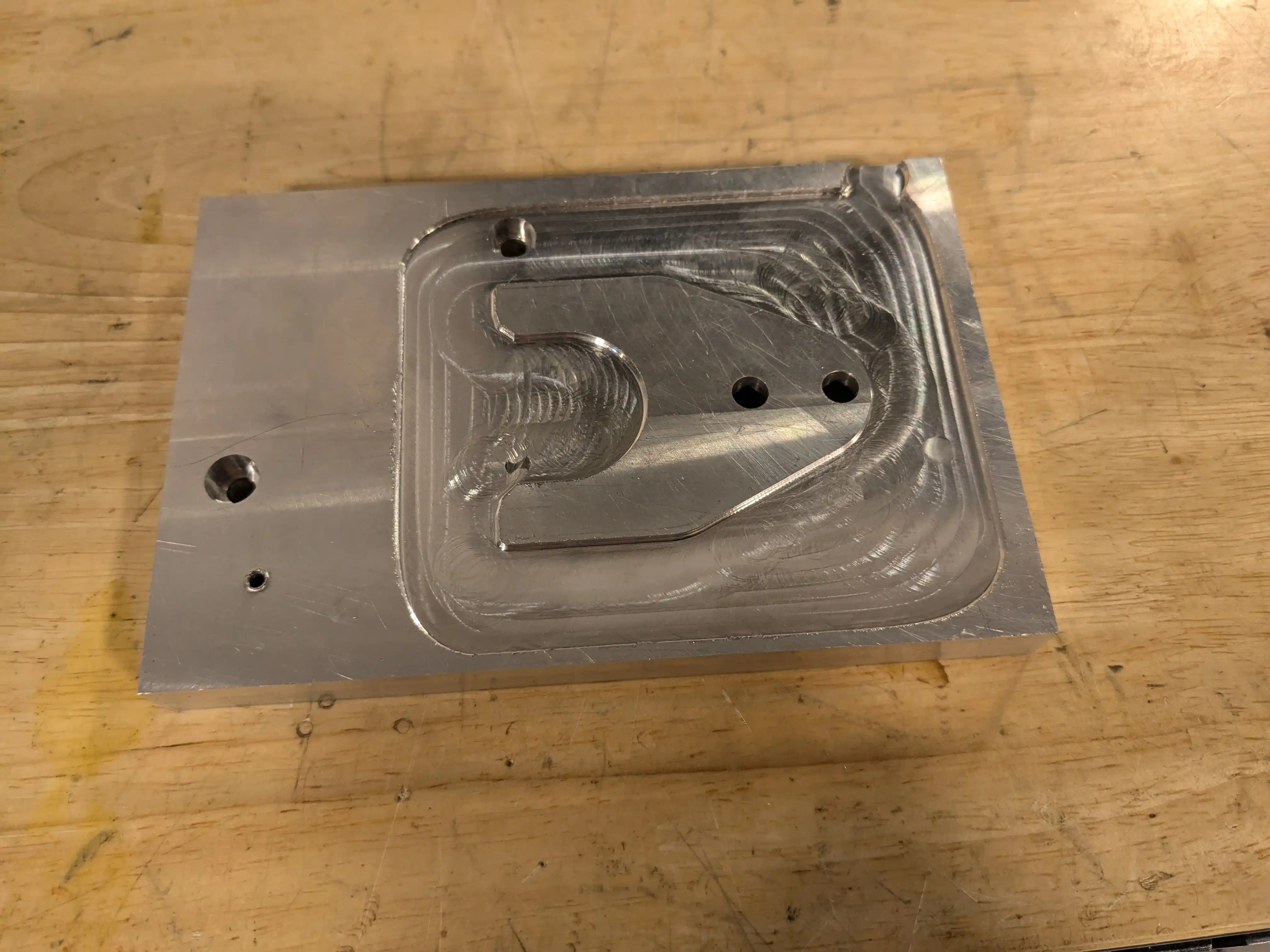
The first three days of the week I spent milling the second ATC fork, installing it, and fixing the ATC. I needed to make two new ATC forks, so I got a chance to improve my technique for the second one. There was definitely significant room for improvement, mainly with holding the part.
On my first attempt, holding the part for the second operation deformed one of the screw holes because the wall was so thin. To remedy this, I switched up the order of operations and decided to do the holes before anything else and then bolt the part using the screw holes onto a sacrificial piece of holding stock. This new method worked much better and I successfully milled the second fork without the deformations the first one had.
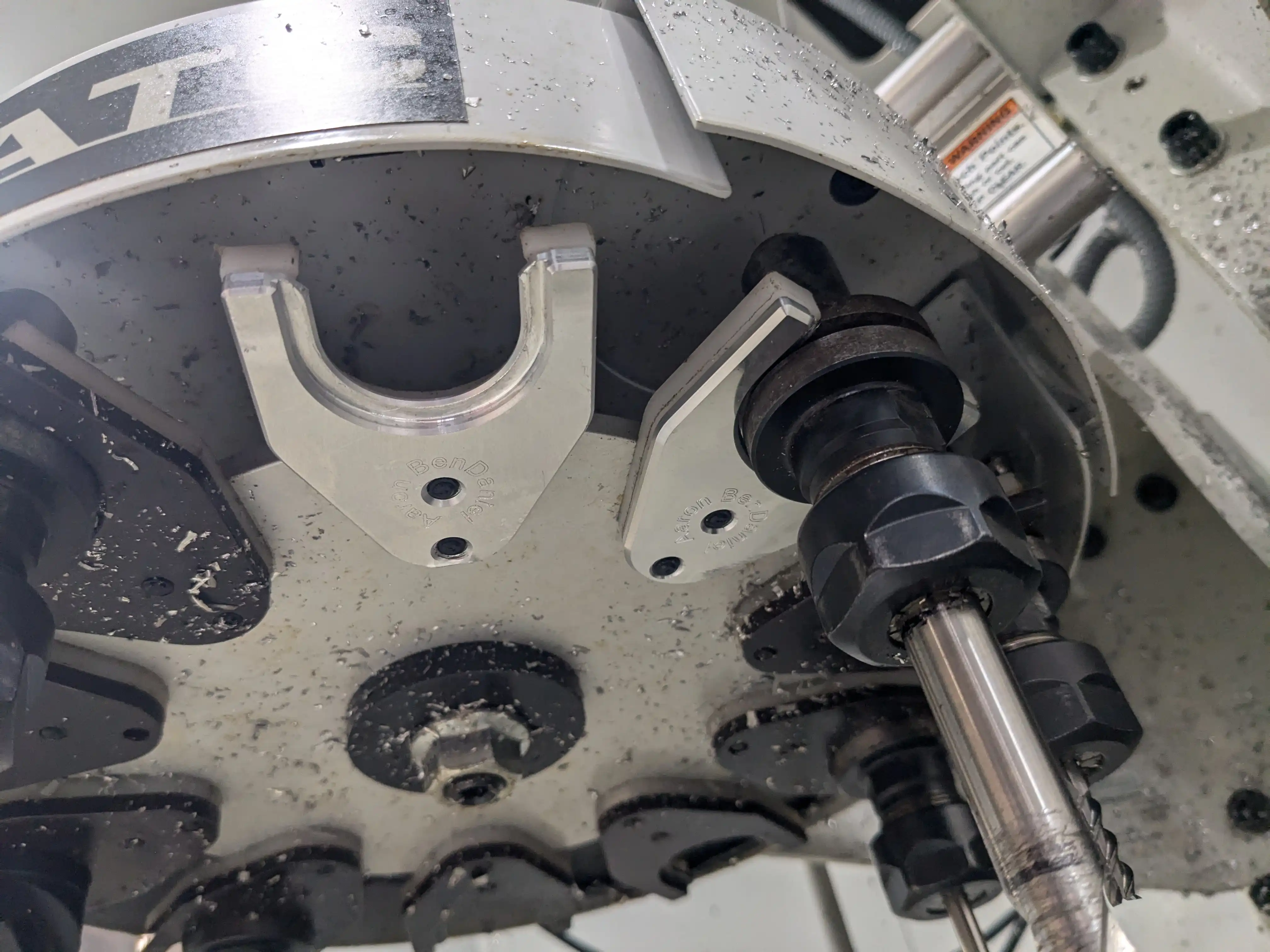
I installed the new ATC forks and they worked great! However, while testing them I noticed a highly concerning issue. The ATC loaded tools from some of the pockets slightly lower than a manually loaded tool. This discrepancy in height might have been the cause of some previous milling mishaps. In order to fix this, I needed to change the height that the spindle moves down to in order to load a tool. Right now, the spindle pushes the ATC wheel down a little when grabbing a tool, but I don’t think it will be an issue. I hope.

The shop had been conversing with local company Vecna Robotics to receive various items that they no longer had a use for. Included in the whole laundry-list of items were various commercial LiDAR senors totalling ~$120,000 USD. These are extremely high-quality sensors that we have absolutely no idea how to use, so we’ll need to learn all about them in order to actually make use of them.

In addition to the LiDAR sensors, Vecna also gave us a bunch of machine tooling. There was a massive drawer array full of stuff, although we’ll have to share it with Metal Fab. There was quite the interesting assortment of items, some of which we had wanted but didn’t have. I personally was quite interested in the ball-end mills.